
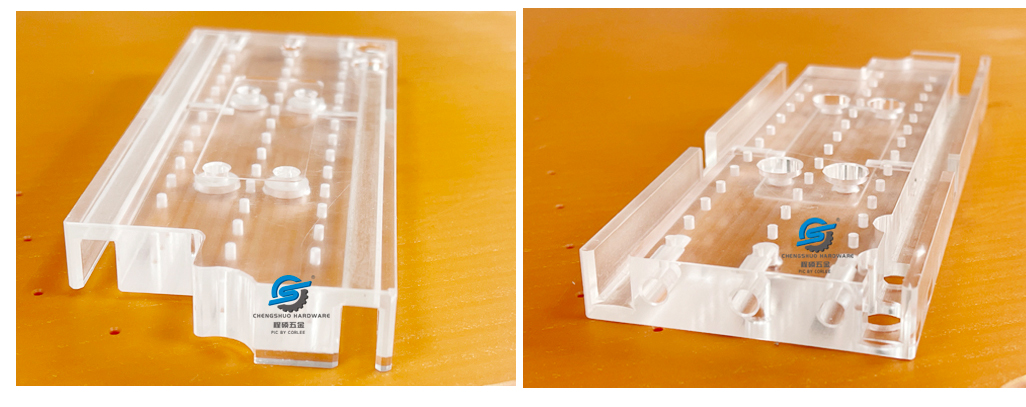
Akrüültoodete CNC-töötlusega saab saavutada keerukamaid struktuure, vähendada akrüülmaterjalis pragusidmehaaniline töötlemineja vastavad toodete kõrgetele täpsusnõuetele.
Polümetüülmetakrülaat (CH3│-[— CH2—C——]—│PÕHJA3) on heade kõikehõlmavate mehaaniliste omadustega, mis on tavaplastide seas parimate hulgas. Selle tõmbe-, painde- ja survetugevus on kõrgem kui polüolefiin ja ka suurem kui polüstüreen, polüvinüülkloriid jne, kuid selle löögikindlus on halb. Kuid see on ka veidi parem kui polüstüreen.füüsikalised omadused.
PMMA-l on kõrge mehaaniline tugevus: PMMA suhteline molekulmass on umbes 2 miljonit. See on pika ahelaga polümeer ja molekuli moodustavad ahelad on väga pehmed. Seetõttu on PMMA suhteliselt kõrge tugevusega ning vastupidav venimisele ja löökidele. 7 kuni 18 korda kõrgem kui tavaline klaas. Seal on omamoodi kuumutatud ja venitatud orgaaniline klaas, milles molekulaarsed segmendid on paigutatud väga korrapäraselt, mis parandab oluliselt materjali sitkust.
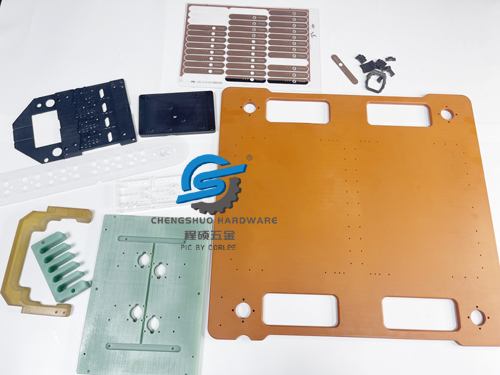
Akrüüli kasutatakse tööstuses tavaliselt armatuurlaua paneelide ja katete tootmiseks ja tootmiseks, ka erinevatele kirurgia- ja meditsiiniseadmetele, majapidamistarvetele: vannitoatarbed, käsitöö, kosmeetika, sulgud, akvaariumid jne.
Kui kasutate akrüültoodete töötlemiseks CNC-d, peate pöörama tähelepanu järgmistele punktidele:
1. CNCAkrüüli programmeerimineMehaaniline töötlemineTöötlemine
Akrüüli jaoks (Polümetüülmetakrülaat, PMMA), tuleks toote programmeerimisdetailid kujundada vastavalt toote kujule, näiteks tööriista etteandekiirus ja pöörlemiskiirusmehaaniline töötleminetöötlemine. Vastavalt toote tegelikule kujule tuleks programmeerimisprotsess ja voog optimeerida, et vähendada töötlemise ajal hävitavat toimet.
CNC kasutamiselmehaaniline töötlemineakrüül, on väga oluline määrata õige etteandekiirus. Kui etteandekiirus on liiga kiire, võib PMMA äärmise lõikesurve tõttu puruneda. Suured etteandekiirused võivad samuti põhjustada osade liikumist tööhoidja kinnitusest või jätta detailile defekte; aeglased etteandekiirused võivad tekitada ka ebatäpseid osi, millel on kare, viimistlemata pind.

2. Akrüüli töötlemise tööriistade valik peab olema sobiv
Akrüüllehtede töötlemine nõuab sobivate tööriistade kasutamist. Olenevalt tööriista kujust on enamkasutatavad tööriistad otsafreesid, kuulpealõikurid, lamelõikurid jne. Lamelõikur sobib suurte alade lõikamiseks ja puhastamiseks, otsfrees on täisnurga kujuline ja sobib teksti ja graafika äärte töötlemiseks ning kuul ninalõikur on kaarekujuline ning sobib väga täpsete mustrite ja kõverate töötlemiseks.
Oluline on ka noa materjal. Näiteks kiirteras lõikab akrüüli, kuid ei anna head pinnaviimistlust. Teemanttööriistad võivad parandada pinnaviimistlust, kuid on väga kallid. Karbiid on sageli CNC-akrüüli lõikamise materjal.

CNC-töötlusakrüüli puhul on soovitatav kasutada ka lõiketera kaldenurka 5 kraadi ja lisanurka 2 kraadi
Lisaks lõikeriistale peab akrüültoodete töötlemisel tähelepanu pöörama ka lõikesügavusele, kiirusele jne, et akrüüli tooraine struktuur ei kahjustaks. Akrüül on üldiselt suhteliselt habras materjal. CNC-lõikamise ajal võib sobivate tööriistade ning sobiva lõikesügavuse ja -kiiruse kasutamine vältida materjali pragunemisest või libisemisest põhjustatud töötlemisjääke. Pideva lõikamise puhul on vaja haarata tööriista tegelikust töötlemiskiirusest ja sügavusest ning püüda tagada, et materjali struktuur ei saaks kahjustada, nagu killustumine, lahtiühendamine jne. Samal ajal tuleks tähelepanu pöörata minimeerimisele. soojus ja staatiline elekter töötlemise ajal.
3. Kasutage õiget puuri ja faasi
Veendugeapuur võib tõhusalt luua akrüüli auke, valides õige puurimaterjali. Karbiid on suurepärane valik akrüüli puurimiseks ja paljud tootjad kasutavad spetsiaalselt akrüüli lõikamiseks ja puurimiseks mõeldud O-soonega otsafreesi puure. Lisaks tuleb puuriterad hoida teravana, tuhmid puuriterad tekitavad vähem puhtaid servi ja võivad kergesti põhjustada pingelõhesid ja pragusid.
Akrüüli CNC-töötlemisel on kõige parem kasutada puuriga kaldserva. Selleks, et puur ei kahjustaks akrüülmaterjali komponente, tuleb see kahjustuste vältimiseks ja sileda pinna tagamiseks mööda sujuvat kallakut allapoole kallutada.
Samal ajal tuleb jälgida lõikesügavust ja -suunda. CNC-tööriista pöörlemissuund: vasakule ja paremale või vastu- ja päripäeva, peab olema mõistlikult kohandatud tootega, et tagada toote realiseerimise ja disainifunktsioonide täpsus.
Postitusaeg: 16. jaanuar 2024